CASES
線熱膨張率・体積膨張率測定

試験概要
温度変化による膨張率には「線膨張率」と「体積膨張率」があります。熱変化の激しい環境で使用される工業製品の設計では、製品の品質を保証する上で熱による寸法変化を把握しておくことが非常に重要です。
当社では、お客様の製品使用環境や材料特性を考慮した測定サービスを提供させていただきます。
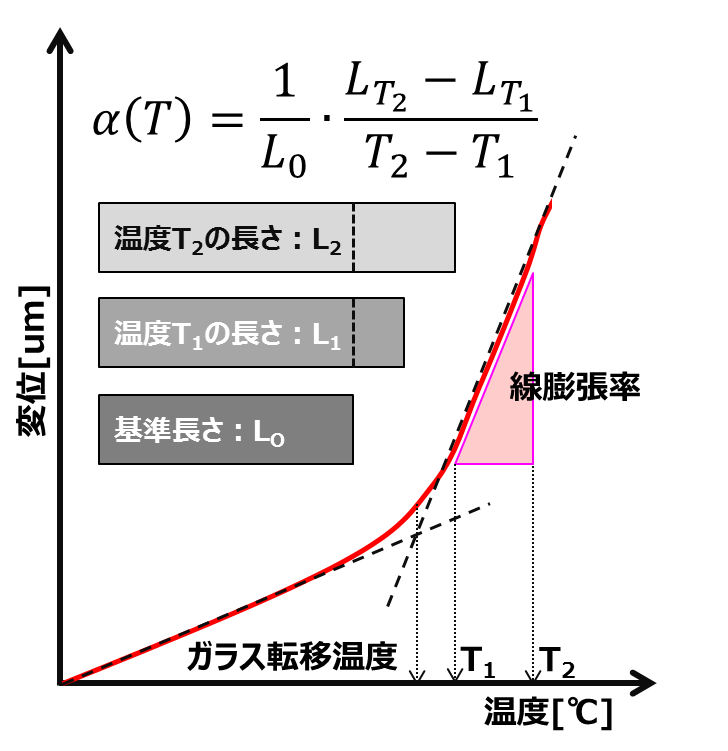 Fig.1 線膨張率算出イメージ図
Fig.1 線膨張率算出イメージ図
温度の上昇に対応して長さが変化する割合を線膨張率 (線膨張係数)といい、体積の変化する割合を体積膨張率といいます。線膨張率をα、体積膨張率をβとすると、等方性が仮定できる場合にはβ=3αの関係が成立します。
測定方法について
試料温度をプログラムに従って変化させ、その過程で試料に一定の圧力を加えながら寸法の変化を測定することで「線膨張率」や「体積膨張率」を求めることができます。測定に使用する熱機械分析装置 (TMA:thermomechanical analyzer)は、測定温度範囲により異なる装置構造となります。
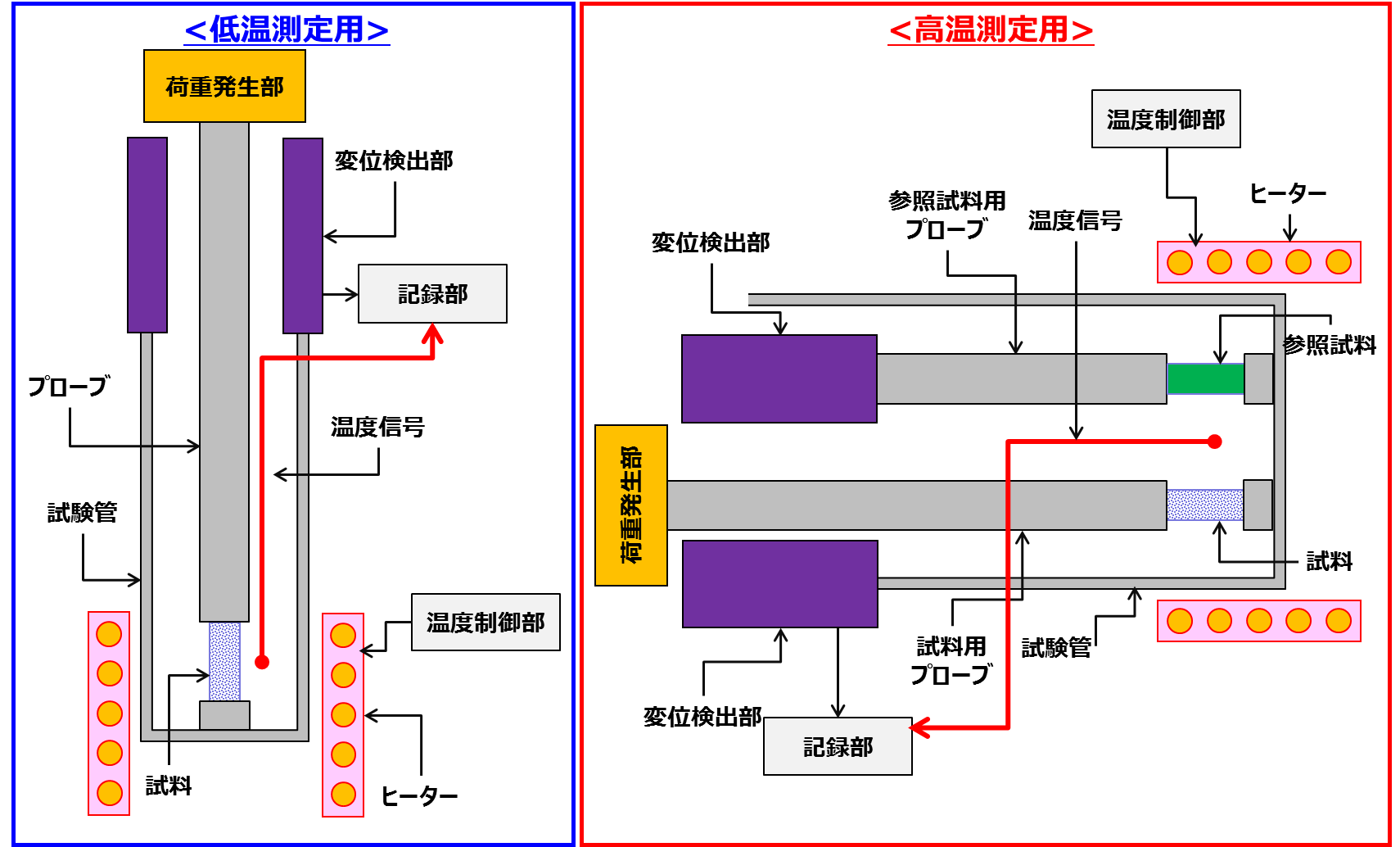 Fig.2 熱機械分析装置イメージ図(縦型全膨張式と水平型示唆膨張式)
Fig.2 熱機械分析装置イメージ図(縦型全膨張式と水平型示唆膨張式)
Table 1 装置の仕様について
| 低温測定用 | 高温測定用 | |
| 温度範囲 | -150 °C ~ 600 °C | 室温 〜 1500 ℃ |
| 測定レンジ | 変位 : ±5000 μm | 変位 : ±0.1 μm 〜 ±2500 μm |
| 昇温速度 | 0.01 ℃/min 〜 100 ℃/min 通常 : 5 °C/min |
1 ℃/hr 〜 100 ℃/min 通常 : 5 °C/min |
| 試料形状 | MAX : φ10 mm × 20 mm | φ5 mmまたは 5 mm角 × 20 mm φ5 mm または 5 mm各 × 50 mm |
| 雰囲気 | 不活性ガス、Air | 不活性ガス、Air |
| 荷重制御 | 一定荷重 : ±150 gf | 一定荷重 : 1 gf 〜 100 gf |
| 特徴 |
・マイナスの温度範囲から測定することができます |
・標準試料を同時測定しているため、試験管やプローブの伸び誤差が相殺され、微小な熱膨張変化を高精度で測定可能です |
用途・規格
- JIS Z 2285:金属材料の線膨張係数の測定方法
- JIS R 1618:ファインセラミックスの熱機械分析による熱膨張の測定方法
- JIS R 3251:低膨張ガラスのレーザー干渉法による線膨張率の測定方法